
الکترود جوشکاری چیست و انواع آن
یکی از مهمترین ابزارهای جوشکاری که در فرآیندهای مختلف صنعتی و ساختمانی مورد استفاده قرار میگیرد، الکترود است. این محصول فولادی بهوسیله پوششهای فلاکس مخصوص خود در جوشکاری، از عملکردی بینظیر و کارآمد برخوردار است. بسته به نوع پوشش و ویژگیهای فلاکس، الکترودها به دستههای مختلفی تقسیم میشوند که هرکدام کاربرد خاص خود را دارند. انتخاب الکترود مناسب برای هر پروژه، علاوه بر تأثیر مستقیم بر کیفیت جوشکاری، بهطور قابل توجهی تحتتأثیر قیمت الکترود نیز قرار دارد. آشنایی با انواع الکترودها و نحوه نامگذاری و دستهبندی آنها میتواند به مهندسان و جوشکاران در انتخاب بهترین گزینه برای پروژههای مختلف کمک کند، بهویژه زمانی که هزینههای پروژه اهمیت زیادی پیدا میکند. در این مقاله به بررسی انواع و دستهبندی الکترودها بر اساس پوشش فلاکس خواهیم پرداخت.
تفاوت الکترودهای روکشدار با الکترودهای بدون روکش
الکترودهای بدون روکش: از زمانهای دور این نوع الکترود به طور گسترده مورد استفاده قرار میگرفت، اما متاسفانه مشاهده میشد جوشهای ایجاد شده ظاهر مناسبی پیدا نمیکنند؛ هر چند به نظر میرسید از مقاومت کافی برخوردارند، اما در برابر ضربه دوام چندانی نداشتند.
الکترود روکشدار: با به روی کار آمدن این نوع از الکترودها مشکلات استفاده از الکترودهای بدون روکش رفع گردید. این روکش باعث میشود تا از مرحلهی ذوب تا انجماد از فلز جوش و قوس الکتریکی در برابر هوای اطراف محافظت به عمل آید. روکش الکترود وظایفی را دارد که در این قسمت به برخی از این موارد اشاره خواهیم نمود:
- وظیفهی از بین بردن آلودگیها و اکسیدها را دارد.
- باعث کنترل شکل ظاهری نوار جوش میشود.
- عملیات جوشکاری را سادهتر مینماید و پاشیدگی جوش را به حداقل میرساندو باعث میشود تا جوشکاری با سرعت بالاتری انجام گیرد.

شاید برایتان جالب باشد تا بدانید مواد تشکیل دهندهی روکش الکترود چه عواملی هستند. از جمله بهترین تثبیتکنندههای قوس الکتریکی میتوان به فلزات قلیایی خاکی اشاره نمود که به عنوان روکشی مناسب برای الکترود جوشکاری به شمار میآیند. میتوان گفت ترکیب فلز جوش به میزان زیادی وابسته به روکش الکترود میباشد (از دو طریق، ۱- اضافه کردن عناصر دیگر ۲- با حفظ مواد مهم به کار رفته در مفتول الکترود).
نامگذاریهای مرتبط با الکترودهای جوشکاری
به منظور نامگذاری الکترودهای جوشکاری از اصطلاح A.W.S که مخفف American Welding Society میباشد استفاده مینمایند. این اصطلاح به معنی جامعهی جوشکاران آمریکا است که یک استاندارد بینالمللی به شمار میآید و در کشورهای زیادی مورد استفاده قرار میگیرد. حتی در ایران از این استاندارد استفاده میکنند.
به منظور نامگذاری الکترودها از این شکل EXXXXX استفاده میشود که E به معنی الکترود است. اگر جوشکاری با قوس الکتریکی صورت بگیرد از E استفاده مینمایند. در صورتی که جوشکاری با گاز صورت گیرد بجای E از RG استفاده میشود. و XXXXX اعدادی ۴ الی ۵ رقمی میباشند که به توضیح این موارد میپردازیم. در مثالی ساده این موضوع را مطرح مینماییم.
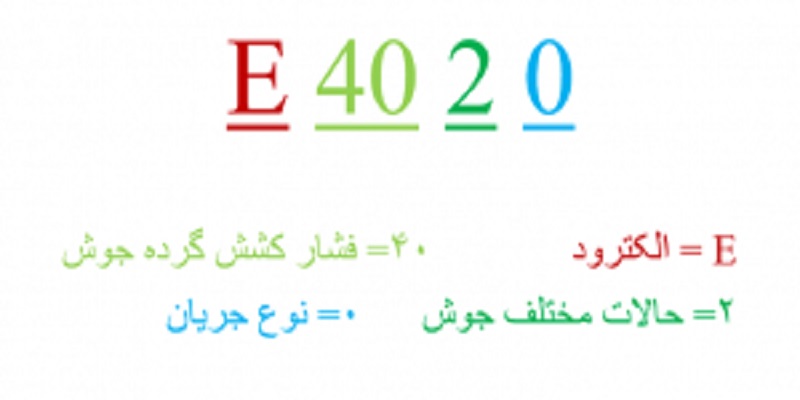
E (علامت اول ): بیان کنندهی این امر است که الکترود مد نظر به منظور جوشکاری برق استفاده میشود.
۴۰( علامت دوم ): این عدد را در ۱۰۰۰ ضرب میکنیم. پس فشار کشش گردهی جوش ۶۰۰۰۰ پاوند بر اینچ مربع است.
۲ ( علامت سوم ): این عدد حالات مختلف جوش را نشان میدهد. که میتواند اعداد ۱،۲ و ۳ باشد. اگر این علامت ۱ باشد یعنی در جوشکاری با تمامی حالت میتوان از آن استفاده نمود. اگر ۲ باشد یعنی تنها در جوشکاریهایی که حالت سطحی و افقی دارند مورد استفاده قرار میگیرند. اما اگر ۳ باشد در جوشکاریهایی که حالت افقی دارند استفاده میشود.
۰ ( علامت چهارم ): نوع جریان را مشخص مینمایند و عددی بین ۰ تا ۶ میباشد.
- علامت آخر = صفر: الکترودهای جوشکاری با جریان مستقیم یا همان DC مورد استفاده قرار میگیرند. نفوذپذیری این نوع از جوشکاریها زیاد است. مهرههای جوش اغلب به صورت تخت هستند و گردهی جوش نیز درجهی سختی بالایی دارند.
- علامت آخر= یک: الکترودها علاوه بر جریان مستقیم به صورت جریان متناوب نیز کاربرد دارند. درجهی سختی این نوع به مقداری از درجهی سختی نوع اول بیشتر است. مهرههای جوش به صورت صاف هستند.
- علامت آخر = دو: استعمال الکترود هم به صورت جریان متناوب و هم به صورت جریان مستقیم است. درجهی سختی این نوع نسبت به دو مورد بالا به مقداری کمتر میباشد و نفوذپذیری جوش در آن در حد متوسط است.
- علامت آخری = سه: این نوع از الکترود تنها با جریان مستقیم مورد استفاده قرار میگیرد. مهرههای جوش آن شکل محدب دارند. و قوس الکتریکی آن نفوذپذیری کمتری دارد.
- علامت آخر = چهار: این الکترود هم با جریان مستقیم و هم با جریان متناوب مورد استفاده قرار میگیرد. بیشترین کاربرد آن در حالتی است که شکافهای عمیقی وجود دارد و نیاز به چندین جوش بر روی هم میباشد.
- علامت آخر = پنج: کاربرد آن تنها در حالت جریان متناوب میباشد. بیشترین کاربرد آن در شکافهای باز و عمیق است. پوشش شیمیایی این نوع الکترودهای بازی میباشد. قوس الکتریکی آنها نیز آرام میباشد.
- علامت آخر = شش: تنها با جریان متناوب مورد استفاده قرار میگیرند.
انواع الکترود جوشکاری
الکترودهای جوشکاری ابزارهای کلیدی در فرآیند جوشکاری هستند که بسته به نوع و کاربرد، در دستههای مختلفی تقسیم میشوند. هر نوع الکترود ویژگیهای خاصی دارد که آن را برای کاربردهای خاص مناسب میسازد. انتخاب الکترود مناسب نهتنها بر کیفیت جوش تأثیر میگذارد، بلکه در هزینهها و مدت زمان اجرای پروژه نیز نقش مهمی دارد. در ادامه به بررسی انواع الکترود جوشکاری میپردازیم.
- الکترود سلولزی: برای استفاده در جوشهای زیر آب و محیطهای مرطوب
- الکترود قلیایی: برای جوشکاری در شرایط سخت و فشارهای بالا
- الکترود روتیلی: ایدهآل برای جوشکاری در موقعیتهای مختلف
- الکترود فلزی: مناسب برای جوشکاری در دماهای بالا
- موارد فوق در زمینهی الکترود و نامگذاری میباشد. اگر در این زمینه اطلاعاتی دارید، میتوانید آن را از طریق کامنت با ما و دیگر دوستان به اشتراک بگذارید.


